- Home
- Success Stories
- TLV helps Chemical Manufacturer with Heat Recovery from Boiler Blowdown
TLV helps Chemical Manufacturer with Heat Recovery from Boiler Blowdown
With an annual energy-saving benefit of 3 million yen (approx. 21,000 USD at the time of writing) and achieving the return on investment within three years, as well as stable boiler operation with no back pressure and greatly improved thermal efficiency, a manufacturer of film and functional materials was impressed with TLV's SR-B series heat exchanger for boiler blowdown and condensate.
As part of efforts to reduce boiler fuel costs, the customer focused their attention on boiler blowdown and considered how to recover the wasted heat. However, they initially gave up on the idea because conventional heat exchangers for this application would have applied back pressure to the boiler. Later, they learned of a condensing heat exchanger for condensate with no back pressure from TLV. After installation, the customer successfully raised the feedwater temperature, achieving estimated annual fuel cost savings of around 21,000 USD. This case is now being expanded to other business sites within the group.
Tsuruga Plant, Toyobo Co.

| Location | Tsuruga City, Fukui Prefecture, Japan |
|---|---|
| Steam application | Once-through boiler |
| Products | Chemical fibers, films, bio products, etc. |
Problem
Recovering continuous blowdown water from the boiler for energy savings, without apply back pressure
"As a leader of energy-saving initiatives within the company, I have been continuously implementing strategies on a regular basis, while trying to gather information and proactively introduce new technology. We introduced a high energy efficiency boiler, reduced the blowdown rate, and carried out almost all the low-hanging fruit in terms of energy-saving initiatives. The only thing we had not been able to achieve was heat recovery from continuous blowdown," writes Hiroaki Inaba, the Technical Section chief.
"Since applying back pressure to the boiler would prevent stable blowdown, we were unable to install a conventional heat exchanger. It's a shame, but we could not recover the waste heat from continuous blowdown, so in the end we had to discard the blowdown water."
Reason for contacting TLV
"Is There a Heat Exchanger That Doesn’t Apply Back Pressure?"
"While discussing energy-saving technology, TLV introduced us to the waste high-temperature heat exchanger SR-B. Since it doesn't apply back pressure, it was the final piece in our puzzle - recovering waste heat from continuous blowdown. We immediately started calculated the potential energy savings and considered how we would integrate the SR-B into our boiler system."
Solution
Heat exchanger that does not interfere with stable boiler operation
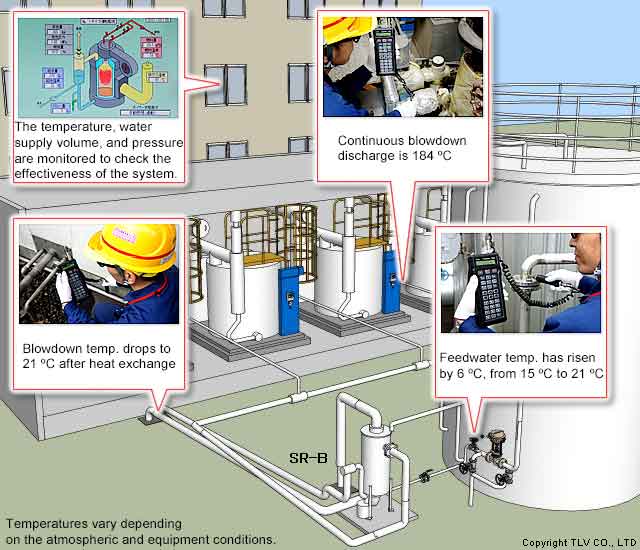
"We have seven 5-ton once-through boilers installed. Blowdown water is collected from each boiler and fed into the SR-B at 184 °C. According to our calculations, the feed water temperature increase enabled by SR-B helped to reduce fuel consumption, specific energy consumption, and CO2 emissions, resulting in an annual energy-saving benefit of approximately 21,000 USD. The investment is cost-effective with a payback period of around three years, including installation costs. With all that in mind, we quickly decided to proceed with the implementation of the SR-B."

Results
Achieving Energy-Saving Goals with High Heat Exchange Efficiency, Expanded to Other Sites
"We continuously monitor the temperature, feedwater volume, pressure, and other parameters to confirm the effects. Using the SR-B for heat exchange with blowdown water at 184°C, the feedwater temperature increased from 15°C to 21°C, a rise of 6°C. It's been about a year since the implementation, and the heat exchange efficiency has stayed very high, achieving the estimated energy-saving benefits and meeting our goals. After the initial implementation, we presented the results internally and externally. Our achievements were recognized, leading to the implementation of SR-B at other business sites and even other companies coming to observe the SR-B, further expanding its adoption."
Customer Feedback

Mr. Hiroaki Inaba
Technical Section Chief
Engineering Department Power Group
"Until SR-B was introduced to us, we were unaware of a heat exchanger that would not apply back pressure to our boiler, so we had given up on our goal of heat recovery from continuous blowdown. That's why we were so eager to implement SR-B after learning about it. After installation, I was amazed when I touched the piping. The water discharged from the boiler at 184°C passes through the SR-B and the piping becomes cool enough to touch without any problem. The heat exchange efficiency is just incredible. We've had no trouble since the installation, and I'm really curious to know how they managed to achieve such high heat exchange efficiency and how it was made. Moving forward, we want to continue improving our energy efficiency even further."
