- Home
- Steam Resources
- Steam Theory
- Separators and their Role in the Steam System
Other Equipment etc.
Separators and their Role in the Steam System
In many steam-using processes, it is essential for steam to be supplied as dry as possible. However, unless it is superheated, all plant steam contains moisture immediately upon leaving the boiler and continues to lose heat and condense as it travels throughout the system. Installing steam traps can remove condensate traveling along the bottom of the pipes, but they are unable to remove moisture entrained in the steam flow, meaning that dry steam cannot be provided using traps alone.
In addition, at flow velocities as low as 10 m/s, directional changes and pressure differentials can cause some of the condensate flowing along the bottom of the piping to become entrained in the steam flow. Removing this entrained condensate as it travels at speeds of up to 30 m/s is a task which must be performed by a separator.
Examples of Condensate Becoming Entrained in Steam
Separating Mechanisms
There are four basic design principles to consider regarding separator mechanisms: mechanical impediment, flow velocity achieved, directional changes, and impingement. Higher separation efficiency can be achieved by utilizing several of these techniques as opposed to just one.
For instance, the separator below uses baffle boards to introduce directional changes and therefore remove a percentage of entrained moisture. However, the velocity may still be insufficient to achieve high-efficiency separation, and much of the moisture may remain in the steam flow.
Another method is to utilize centrifugal force, taking advantage of the difference in the specific gravities of liquid and gas to separate the two. In this case, steam is channeled into a spiral flow, causing the heavier condensate droplets to be flung out of the flow and onto the inner wall of the separator. Gravity then pulls the condensate down to the bottom of the separator where a steam trap is installed to discharge it.
The centrifugal force method utilized in TLV separators incorporates all four separation principles to achieve a separation efficiency of up to 98%.
How Separators are Used
A common use of separators is to supply dry steam for direct steam heating applications such as the vulcanization of rubber, steam-powered irons, or cooking processes using a steamer. Other applications may include atomization, catalyzing processes, or meat curing processes. In these types of systems, the separator is installed immediately in front of the steam-using equipment in order to most effectively intercept entrained condensate before the steam is utilized.
Apart from direct steam heating, other applications significantly improved by separators include steam-operated ejectors, turbines, and heaters used to generate superheated steam.
Along with improved steam quality, there are additional benefits that separators can provide; by removing excess liquid from the steam line, separators also contribute to the reduction of water hammer and erosion caused by high-speed water droplets.
Separators in Pressurized Air Systems
The use of separators is not limited to steam systems. In pressurized air systems, condensate forms when air temperature drops below the dew point. The resulting water droplets can become entrained in the air flow and lead to decreased system efficiency as well as other complications. Pressurized air blowing systems and spray guns are just two examples of applications which require a dry air supply.
While separators for steam are used together with a steam trap, separators for air should be used along with an adequate air trap. Aside from this point, the separation mechanism utilizing centrifugal force is essentially just as effective with air as it is with steam.
Choosing a Separator
A separator’s performance may decrease if it is faced with a flow of higher velocity or mass than it is designed to handle. Rather than simply selecting a separator based on size compatibility with existing piping, it is important to consider all the factors that may affect its performance in order to get the best results. Always make sure to check whether pressure loss and flow velocity range are within acceptable margins.
Separators can come in models either with or without a built-in trap. In the case that no trap is included, a separate trap must be installed.
| Installing a Separate Steam Trap |
|---|
|
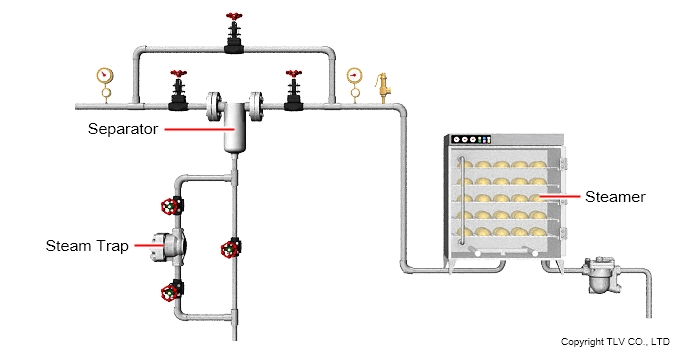
Depending on the location of the equipment and how the separator will be used, the condensate load inside the separator can become quite large. If it is impossible to use a separator model with a built-in trap, it will be necessary to accurately size a separate trap that can adequately handle the condensate load.

