- Home
- Success Stories
- TLV Implements Continuous, Real-Time Monitoring Solution to Prevent Plant-Wide Shutdowns
TLV Implements Continuous, Real-Time Monitoring Solution to Prevent Plant-Wide Shutdowns
After experiencing 19 critical equipment failures over the previous 10 years, a refinery turns things around by implementing a digital monitoring solution and specialized steam traps
An oil refining company faced two major challenges: recurring transportation failures in its sulfur transport piping system and the pressing need to overhaul troubleshooting procedures following sulfur-processing equipment upgrades. Both of these issues raised concerns about excessive work hours and the undue burden placed on operators, underscoring the need for more efficient processes.
To tackle the challenges, the refinery decided to digitalize its inspections with iBPSSM.net. By leveraging the data obtained via continuous monitoring, they achieved greater efficiency and were able to develop data-driven, streamlined procedures. As this case demonstrates, viewing equipment upgrades as an opportunity for digital transformation can significantly improve your plant’s performance by reducing failures and optimizing operations.
Oil refining company

| Application: | Product transport piping |
|---|---|
| Business Operations: | Sulfur recovery |
Solution Used
Problem
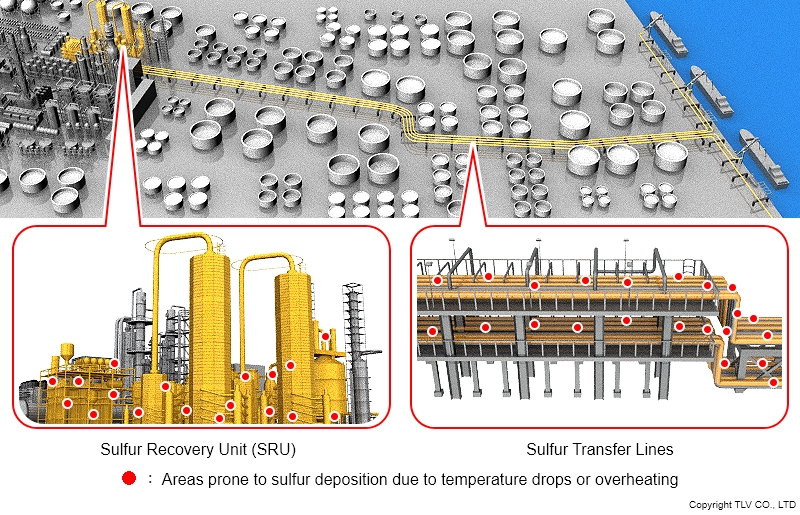
Despite extensive inspections, sudden transportation failures are common in long and complex sulfur transport piping systems
Temperature control for liquid sulfur is extremely challenging. Why? Because sulfur has to be continuously controlled and maintained within a very narrow temperature range in order to remain in its liquid state. It’s no wonder that the refinery had experienced 19 transportation failures over the last decade. Transportation failures represent a major loss of production opportunity for a refinery because when a failure occurs, the entire unit must be shut down to remove the solidified sulfur.
Steam tracing systems play a critical role in keeping liquid sulfur at the optimum temperature. However, if steam traps on the tracing lines fail, temperature changes can cause the sulfur to solidify. As a preventative measure, the refinery attempted to increase the frequency of steam trap inspections. However, the extensive and intricate piping system made this workload unmanageable.
In addition to the temperature control issue, the refinery had recently completed equipment upgrades that called for piping layout changes. As a result, it was necessary to completely rethink and adapt troubleshooting approaches to accommodate the new equipment. This placed operators in an even more challenging situation.

Reason for Contacting TLV
Turning the challenges into an opportunity for Digital Transformation (DX)
Faced with the transportation issues in the sulfur recovery unit (up to the sulfur pit) and the sulfur shipment equipment (downstream of the sulfur pit), and the previously mentioned troubleshooting procedure updates for the new equipment, the refinery took the opportunity to digitalize its processes. Integrating risk mitigation into the refinery’s overall Digital Transformation (DX) plan, they partnered with TLV, which has a proven track record in steam trap monitoring.
Solution
Continuous monitoring using sensors and iBPSSM.net
Quick, in-line replacement of failed steam traps detected by iBPSSM.net
Confirmed steam locking and adjusted the amount of vented steam
Continuous monitoring using sensors and iBPSSM.net
In order to implement continuous monitoring, TLV first conducted a site survey. Next, test monitoring was done in a limited area to assess the impact of issues identified during the survey.
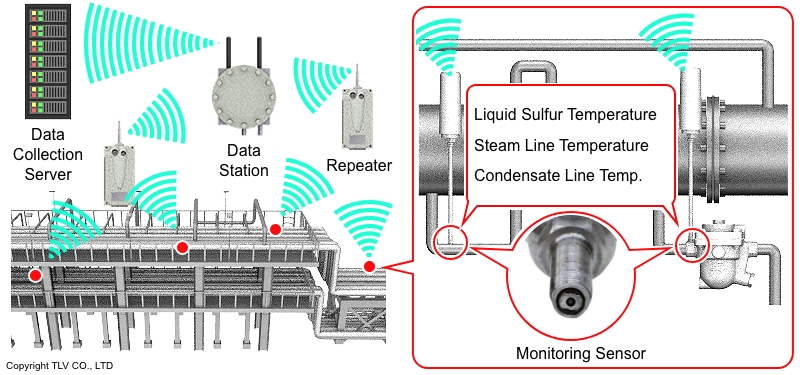
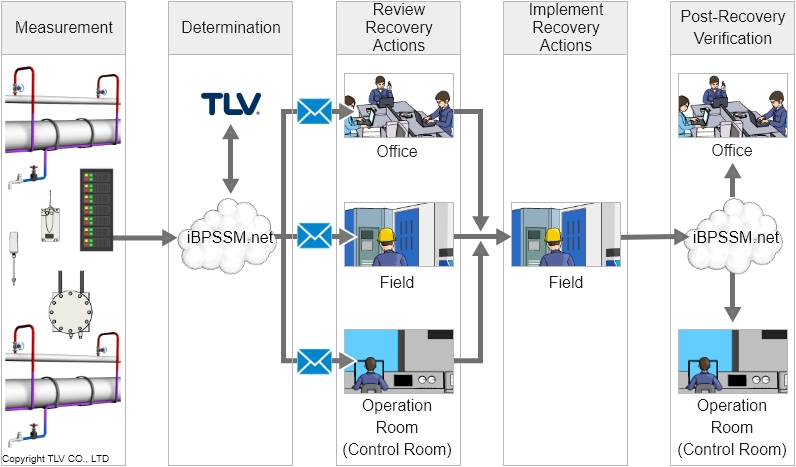
An automated alert system introduced during test monitoring issued alerts based on the liquid sulfur temperature, equipment status, steam trap condition, and temperature data from steam and condensate return pipes. Troubleshooting steps were standardized for specific alerts, based on the location and type of alert.
Quick, in-line replacement of failed steam traps detected by iBPSSM.net
Most issues with steam traps in tracing lines are caused by clogging of the orifice. Since sensors now collected data from steam traps and their operating condition could be monitored online in real time, it was possible to detect steam trap clogging as soon as it occurred. However, disassembling, cleaning, and replacing clogged steam traps required stopping the steam supply, which meant halting the steam tracing process.
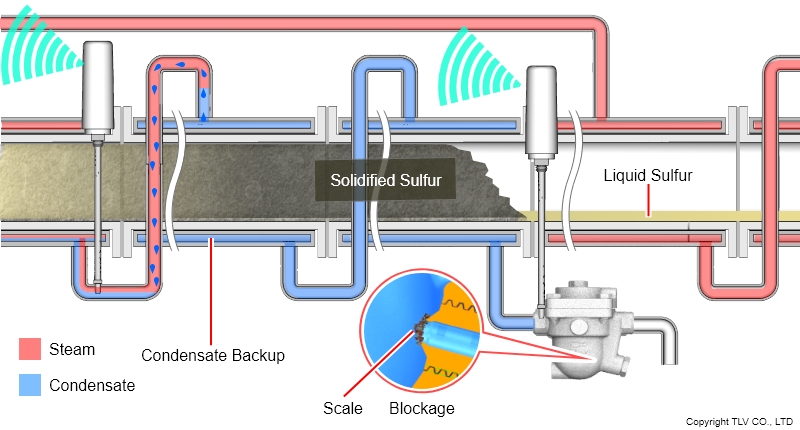
To resolve this issue, TLV proposed the J3S-X-TZ steam trap, which has a built-in scale removal function. Unlike conventional steam traps, the J3S-X-TZ model allows operators to clean the trap orifice in-line (not requiring trap removal or disassembly), making troubleshooting faster and easier.
Leveraging real-time data and in-line troubleshooting to remove scale before complete blockage occurs, the newly implemented system effectively prevented transportation failures caused by the solidification of liquid sulfur.
J3S-X-TZ steam trap is a model exclusively designed for BPSTM/iBPSSM.net
Confirmed steam locking and adjusted the amount of vented steam
The site survey revealed several locations prone to steam locking due to suboptimal piping layout. When steam locking occurs, condensate remains trapped in the tracing line upstream of the steam trap, causing the product temperature to drop. This in turn causes liquid sulfur to solidify, ultimately leading to transportation failures.
The ideal solution is to correct the piping layout. When that is not feasible, steam locking is addressed by deliberately venting steam, balancing the amount of vented steam with energy efficiency considerations.
As mentioned earlier, test monitoring was conducted to verify whether the issues identified via the site survey could be captured as data, whether appropriate measures could be taken based on that data, and to determine the optimal locations for sensor installation. During test monitoring, sensors were installed not only on critical equipment but also at locations determined to be prone to steam locking.
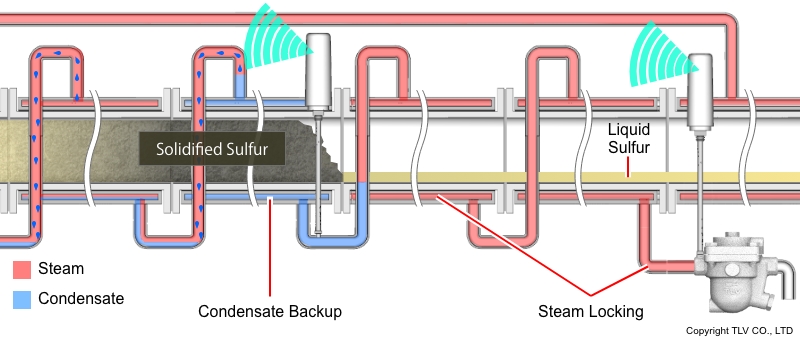
As expected, the installed sensors successfully detected steam locking in the predicted locations. By utilizing the J3S-X-NV-TZ steam trap with a built-in needle valve, steam venting was possible without the need to install a separate bypass valve. Using the sensor data, steam venting was then fine-tuned to minimize the blow-off amount and reduce steam loss.

J3S-X-NV-TZ steam trap is a model exclusively designed for BPSTM/iBPSSM.net
Results
Real-time equipment monitoring, better control of sulfur conditions, and other benefits of digital transformation
Steam trap inspections have been digitalized, eliminating the need to perform on-site inspections and significantly reducing inspection man-hours.
Automated alerts have reduced operator errors such as oversights and overreactions, enhancing the overall quality of site management. Operators can act swiftly and decisively in accordance with predefined procedures, instead of relying on individual judgment.
Operational management has also shifted from relying on intuition and experience to data-driven decision-making. This has led to more precise, meticulous, and reproducible actions, resulting in a virtuous circle where malfunctions occur less frequently.
With a digital system in place, it is now possible to access a wealth of information linking equipment operations to steam trap performance. By integrating equipment data with real-time information on fluid temperature, pressure, and steam trap performance, the refinery has gained greater visibility into system performance and liquid sulfur conditions. The company is already beginning to see tangible results from its digitalization efforts.
| Jan. | Feb. | Mar. | Apr. | May | Jun. | Jul. | Aug. | Sept. | Oct. | Nov. | Dec. | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| No. of alert notifications sent | 72 | 40 | 11 | 51 | 81 | 9 | 11 | 5 | 17 | 33 | 7 | 4 |
| No. of traps with temperature drops | 10 | 9 | 4 | 12 | 20 | 8 | 7 | 4 | 11 | 17 | 7 | 3 |
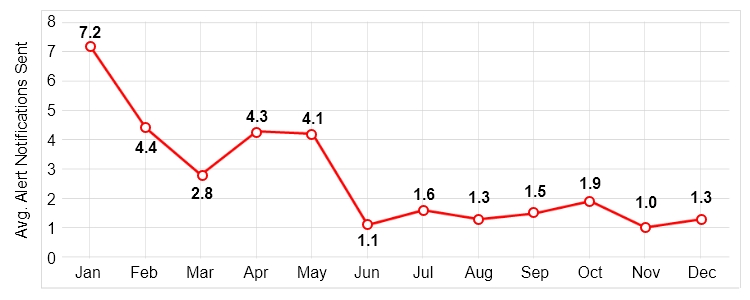
| Average alert notifications sent | 7.2 | 4.4 | 2.8 | 4.3 | 4.1 | 1.1 | 1.6 | 1.3 | 1.5 | 1.9 | 1.0 | 1.3 |
- Average alert notifications sent = No. of alert notifications sent ÷ No. of traps with temperature drops
- The lower the average alert notifications is, the shorter the time required for troubleshooting action
Struggling with steam system inefficiencies or equipment failures? Our experts can help you implement tailored digital solutions to optimize performance, reduce downtime, and improve operational reliability across your facility.

