- Home
- Steam Resources
- Steam Theory
- A Guide to Steam Trap Testing
Steam Trap Considerations
A Guide to Steam Trap Testing
Steam traps are automatic valves designed to discharge condensate (and vent air) without losing steam. And like all mechanical devices, they are subject to wear that will eventually require maintenance to restore to manufacturer specifications and prevent:
- Steam leakage, or
- Blocked condensate discharge (i.e., cold traps)
Several methods are used to test the operating condition of a steam trap to determine if it is working properly, including visual observation, measuring temperature, measuring sound/vibrations or ultrasound, and some combination of these methods.
Part 1: Testing Traps through Visual Observation
Although limited in its scope, visual observation is an important first step in determining whether a trap is operating properly or not.
For example, certain visual signs such as the lack of any condensate discharge or extremely large quantities of steam leaking out of a trap may indicate the need for trap repair. Of course, a visual assessment is limited to reviewing open systems. When recovering condensate in a closed piping system, for instance, the piping will prevent performing visual diagnosis. Installing a sight glass at the trap’s outlet may help provide a visual indication in some instances.
Traps can also be externally inspected for pinhole, connection joint, and gasket leaks. In most cases, unless a condition problem can be clearly determined visually, testing traps by sound and temperature, and in some cases by thermography, will then be required to provide a correct diagnosis.
Tip
Visual observation can sometimes provide a clear indication regarding a trap’s operating condition, so even though this method can't provide a complete diagnosis, TLV recommends starting with a visual assessment when testing traps.
Part 2: Testing Traps using Temperature
Measuring the trap’s inlet condensate temperature is a first step in the process of testing for steam trap failure. Except in cases of intentional subcooling (such as certain low temperature tracing), the condensate temperature at the trap inlet should be near that of saturated steam.
Cold Traps (Blocked)
Temperature can be extremely useful when trying to determine if:
- A trap is blocked
- Its capacity is insufficient
This is because such problems cause condensate to backlog, lowering the trap's temperature. If the temperature is significantly lower and the application is “in service”, the low reading generally indicates an undersized trap, incorrect pressure orifice for the trap, a blocked trap/strainer discharge failure, or possibly a negative pressure differential condition (“stall”) in the case of equipment being supplied through a modulating control valve.
In a stall condition, the trap may be in good condition, but an alternative drainage method is required; and replacing the trap in kind will have no effect on improving the drainage capability. For more information on Stall, visit: What is Stall?
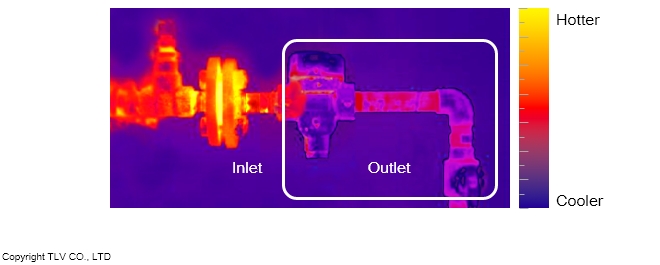
| Thermal Imaging - Example 1 |
|---|
|
| When the trap discharge capacity is insufficient, condensate will backlog and the surface temperature of the trap will drop. (When backlog occurs, the trap inlet temperature will not appear as hot as shown above.) |
Determine Steam Leaks By Temperature?
Using temperature measurement to determine whether a steam trap is leaking or not can lead to erroneous analysis. This is because higher temperature condensate flashes into steam when introduced into a lower pressure system. Because the flash steam temperature is the same as that of leaking live steam, it is not possible to differentiate between a steam leak and regular condensate discharge by the measured temperature. An erroneous condition report based on temperature can lead to the unnecessary replacement of a good condition steam trap.
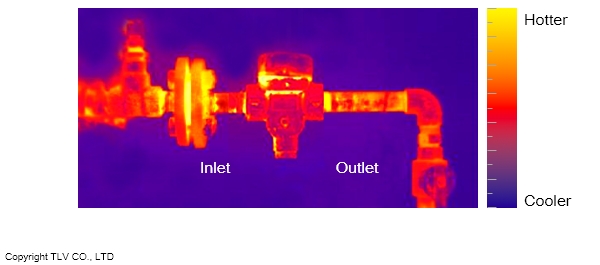
| Thermal Imaging - Example 2 |
|---|
|
| In the above image, it's impossible to determine whether the trap is leaking steam or whether it’s operating properly. |
More Information: Beware of the Dangers of Cold Traps (Article Link)
Part 3: Testing Traps using Sound
Condensate flowing through a trap produces sound and vibration, and so does the opening and closing valve mechanism of most traps. When a trap is no longer operating as intended (from wear, blockage or some other reason) these sounds will often change. Recognizing this difference can be one method of assessing a steam trap’s condition.
Example of Disc Trap Chattering (a relatively easy-to-identify leakage sound)
Live steam leaking from a trap may also produce a distinct sound which can be explained as the difference between a “whistle and a wave.” A whistle is a vapor-based, high pitch sound, even if softly made. It is impossible to duplicate the same sound with a liquid, even one as large as a wave or as small as a drip from a faucet.
Condensate should usually be flowing through a trap, and the sound should have a lower pitch. So, if this sound changes and appears much closer to a higher pitched sound like that of steam flow, then the trap may have a large amount of flash steam or may be leaking live steam and should be inspected further.
Summary Table: Testing Traps Visually and by Sound
| Properly Operating Trap | |||
|---|---|---|---|
| Appearance | Small volume of condensate discharged | Flash steam and condensate continuously discharged | Large volume of condensate and flash steam continuously discharged |
| Sound | Almost no sound | Swoosh-like sound | Louder swoosh |
| Illustration |  |  |  |
| Leaking Trap | |||
|---|---|---|---|
| Appearance | High velocity live steam (clear) discharged with condensate | High velocity live steam (clear) discharged | Continuous discharge of high velocity live steam (clear) |
| Sound | Similar to compressed air leak | Similar to compressed air leak with a slight whistle | Even louder whistle |
| Illustration |  |  |  |
| Cold Trap (Blocked) | Insufficient capacity | |
|---|---|---|
| Illustration |  |  |
| Appearance | No condensate or steam discharged Steam trap temperature drops (Easy to mix up with out-of-service traps) | Smooth discharge (Discharge capacity is insufficient.) |
| Sound | None | Very little sound |
Tools for Testing Traps
Testing by Temperature
Various tools can be used to test steam traps using temperature, sound, or a combination of both. Inspecting a trap by measuring temperature alone requires that the temperature probe be placed specifically on the inlet side of the trap, not the outlet side.
| Testing Temperature - Inlet or Outlet? |
|---|
|
| Temperature should always be tested on the inlet side of a steam trap because outlet side temperature will vary based on the downstream piping pressure and other factors. |

For example, even if the inlet steam temperature is 250 °C [482 °F], if discharged condensate is vented to atmosphere, then the outlet side trap temperature will likely not rise above 100 °C [212 °F]. Thus, even if steam is leaking, a correct trap condition diagnosis cannot be determined. Temperature is best used to determine traps that are blocked from discharging condensate, rather than leaking steam.
Improved instruments used to measure temperature have a thermocouple and a digital display for ease-of-use and accurate readings. However, to provide the most accurate diagnosis of both blocked and leaking conditions, the instrument should employ both temperature and sound / ultrasound level measurements.
Testing by Sound
Stethoscopes can be used to amplify the sound within a trap. Although these lack the accuracy of more modern electronic instruments, their portability and ease-of-use can make them a useful tool when combined with more modern survey equipment. The location where the stethoscope's probe is placed will depend on the type of sound the surveyor is trying to hear, usually requiring the surveyor to check a variety of locations.
Stethoscopes that amplify sounds by using a diaphragm in direct contact with the object (e.g. those used by medical professionals) are not possible to use with steam traps because traps don't usually have a large flat surface suitable for diaphragm placement. Medical instruments may also be too fragile for prolonged use in typical plant conditions, which is why a specialized stethoscope with an elongated probe instead of a diaphragm is sometimes used. Of course, using an electronic, ultrasound-based diagnostic instrument to test traps will provide greater accuracy than a stethoscope.
| Surveying a Trap by Sound |
|---|
|
| Although less accurate than more modern equipment, stethoscopes are easy-to-use instruments that can amplify the sounds emitted from a steam trap orifice during operation. |
As mentioned earlier, instruments that measure both temperature and ultrasound are ideal. The temperature reading is required to ascertain whether or not the trap is blocked, and ultrasound is a preferred method to check for steam leakage because a leaking vapor sound is significantly different between steam and condensate.
When used properly, such temperature and ultrasonically-based instruments can provide a consistent and accurate reading upon which a trap tester can make a condition judgment. Some ultrasonic-based diagnostic instruments can even make a condition judgment automatically by comparing the measured result to empirically derived known conditions for those same ultrasound levels, thereby significantly improving judgment accuracy.
Recommendations
Testing steam traps is an important part of managing your steam trap population. Once failure is confirmed, the trap should be either repaired or replaced as soon as possible to capture the maximum gain on investment.
For an accurate diagnosis of trap condition, obtaining help from an experienced professional that uses specialized equipment is key. For reasons stated above, it is highly recommended that this equipment be able to measure both temperature and ultrasonic sounds.
Other than the trap itself, it is also important to inspect peripheral equipment including manual valves, bypass valves, check valves, and the operational status of the steam-using equipment. Regularly optimizing your steam system this way can help maximize process efficiency and will often lead to significant energy savings

