- ホーム
- 製品情報
- メンテナンス機器
- レーザープーリー芯出し器
- 製品概要
メンテナンス機器
レーザープーリー芯出し器
PULLALIGN(プラライン)
芯出しが不十分なプーリーのトラブル
あるフィルム製造設備の押出し機では、モーターと押出し機の歯車装置の間を8本のVベルトで繋いで運転していました。プーリー間の3mの距離に水糸を張って芯出しを行っていましたが、以下の問題がありました。
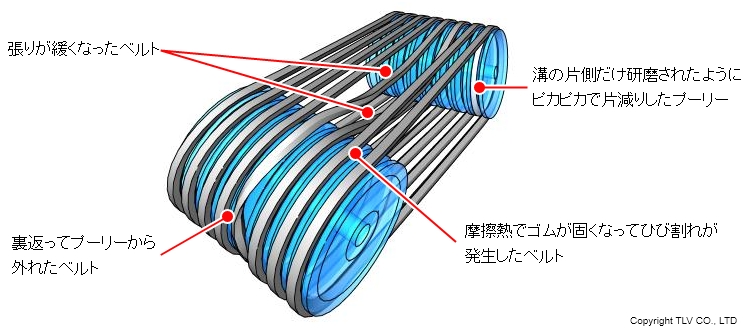
- 8本のベルトが全て同じ張りにならず、1、2本張りの緩いベルトが生じる
- ベルトがプーリーの溝から外れ、裏返ってしまう
- 摩擦熱によってベルトのゴムが固くなっていてひび割れが発生している
- 溝の片側だけ研磨されたようにピカピカで、片減りしたプーリーがある
実はこれらの現象は、芯出しが不十分な場合に発生します。実際に、定期整備の際にレーザーで測定してみたところ、オフセット、上下の傾きで数mm、左右の傾きでは20mmものずれが確認され、押出し機の芯出し精度が低いことが分かりました。
これらの問題は特に、複数のベルトを持つ機械で顕在化しやすいと言えます。芯出し精度が低いと、各ベルトの張り方が均等にならず、ベルトの滑りやばたつきが発生します。その対処で張力を増した結果、更に芯出しが悪化し、摩擦の増加による片減り、発熱によるゴムの硬化と割れ、軸受の故障まで引き起こしかねません。
プーリーアライメントの重要性
空調機、送・排風機などに見られるベルトを使った動力伝道方式は、 カップリングなど他の方式に比べ、芯出しの精度が低くてもよいなど技術的な難易度が低いことや、騒音を低減できることなどの理由で、広く採用されています。
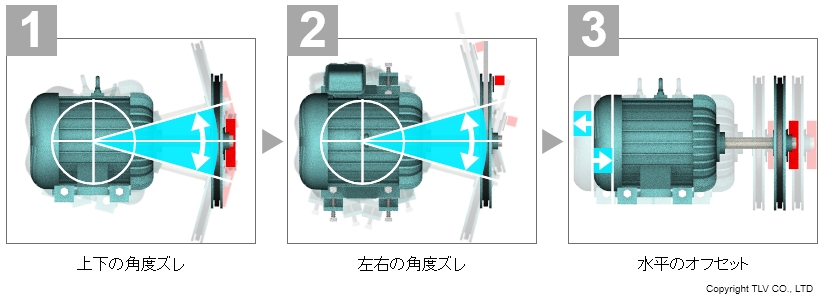
プーリーのアライメントは「上下の角度ズレ」「左右の角度ズレ」「水平のオフセット」の3つのパラメータを調整します。高い精度が求められないとは言え、芯出し精度が悪いと様々なトラブルの原因になります。この「トラブルを起こさない程度の芯出し」というのが容易ではなく、十分な芯出しができていないケースも少なくありません。
一人でも作業可能なレーザープーリー芯出し器
プーリーのアライメントを正確に、一人でも作業できるように開発されたのがレーザープーリー芯出し器「プラライン」です。プーリーへの取り付けは、本体側面の磁石を使って素早く簡単に行えます。従来のように、水糸を張り続けたり、定規を押さえ続けたりする手間も不要です。
線状の赤色可視レーザー光とターゲットの白線を比較してアライメント状態が確認でき、ミスアライメントが一目瞭然。このレーザー光と白線の一致状態を確認しながら修正するので、プーリー間が離れていても一人作業が可能です。また、修正作業中の動きをリアルタイムで把握し、狙った方向に動かすことができるため、再測定するまで結果が分からない従来方式に比べて、大幅な時間短縮が図れます。
プララインの設置
強力な磁石で様々なプーリやスプロケットの表面に取り付けることができます。アライメント作業中にプララインがプーリーからズレたり外れたりすることはありません

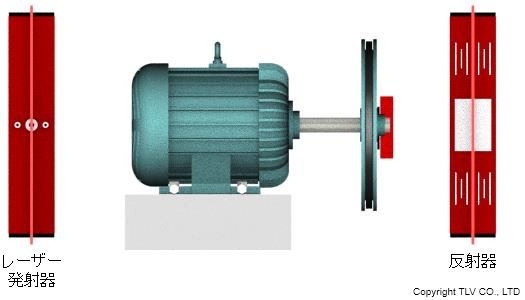
レーザーの照射
プララインは、可視レーザーをリフレクターに反射させプーリー間の傾きを測定するシンプルな構造です。
可視レーザーをプリズムに反射させることで、プーリの傾き(ねじれ)を測定する能力を向上させ10mまでの間隔の広いプーリでも正確に測定できます。
上下の傾きの調整
上下の傾きは、修正する側の機械のシムで調整します。このときレーザー線の動きを見ながら、反射器上の基準線と平行になるまで修正します。
左右の傾きの調整
左右の傾きは、発射器上のレーザー線が中心線と一致するように、修正する側の機械を左右に動かします。
オフセットの調整
オフセットは反射器上のレーザー線が中心線に一致するよう、修正する側の機械を軸方向に前後させます。
アライメントの完了
レーザー発射器と反射器の上のレーザー線が、それぞれの基準線と一致するとアライメントは終了です。