- ホーム
- 製品情報
- メンテナンス機器
- ポケット型チェッカー
- 使用例
メンテナンス機器
ポケット型チェッカー
PT3(Pocket TrapMan)
ポケット型チェッカーPT3(Pocket TrapMan)はスチームトラップの詰まりや漏れ、バルブの内部漏れの自動判定だけでなく、ポンプなど回転機の軸受における傷や潤滑不良をショックパルス測定値を利用して傾向管理する事ができます。日常点検において手軽に携帯できる診断ツールとして、現場の課題解決につながる6つの使用例を紹介します。
スチームトラップの作動点検
スチームトラップの作動点検は省エネルギー法でも判断基準の中で「蒸気の漏洩、詰まりを防止するように保守及び点検に関する管理標準を設定し、これに基づき定期的に保守及び点検を行い、良好な状態に維持すること。」と記述されていることもあり、職場のルールに沿って定期点検を実施しています。しかし、温度計と聴診棒を用いた点検作業は非常に難易度が高く、職人技のような作業スキルとスチームトラップに関する豊富な知識が必要であるため正しく点検できる人員が限られており、点検業務の割り振りに苦慮していました。新たな担い手を育成するには、経験と教育にかなりの時間を要するため、属人化している状態が解消できるかどうかは未知数でした。
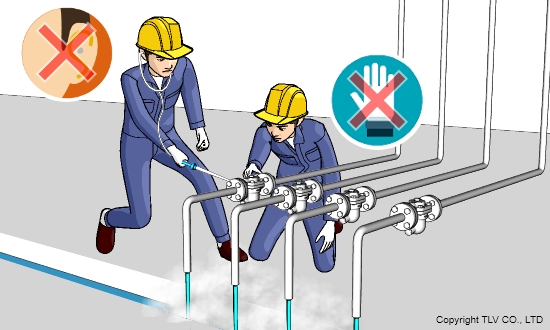
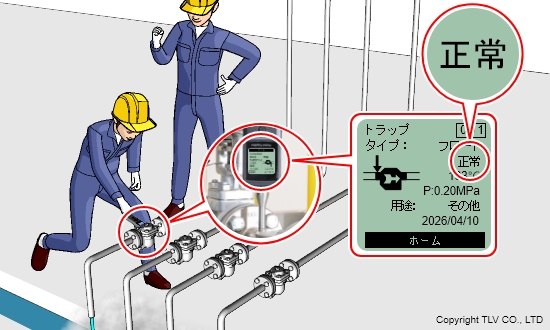
聴診棒と温度計に替えてスチームトラップ点検ツールとしてPT3を導入したところ、正しい手順で、所定の箇所に15秒間押し当てるだけで測定が完了し、何よりも直ちに作動状態をPT3が自動判定することでスチームトラップ点検の難易度が一気に下がりました。測定自体に技術が不要なため、音の聞き分けや状態の見極めに職人技が求められることがなく、多くの人が従事できるようになりました。また点検者が判定をしないので、悩んだり逡巡したりすることなく件数をこなすことができるようになり、作業効率が向上しました。
基本的なスチームトラップに関する知識で十分に使いこなせる点検ツールであるため、従来よりもはるかに短期間で点検が実施できる人員を育成できるようになり、作業の属人化状態は解消できるめどが立ちました。
誰もができる作業に変換されたことにより、スチームトラップの点検は「年一回の特別なイベント」から「日常パトロール時のチェック項目」に変貌しました。その結果、スチームトラップの故障に起因する生産トラブルやエネルギーロスを大幅に減少させることにつながっています。
バルブの機能点検
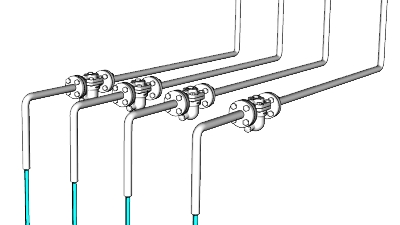
工場全体のシャットダウンでない限り、既設の配管系統をメンテナンスする際にはバルブを閉止して確実な縁切りを行う必要があります。このとき、どこかのバルブが閉止しきれず、作業に取り掛かることができない場合があり、予定通り作業が進められないことがありました。枝分かれや合流が複数ある系統では、どのバルブが原因なのかを突き止めるために多大な時間と労力がかかることがあったのです。聴診棒で漏れによる音なのかどうかを聞き分けるのが難しいことや、周囲から音や振動が伝播している場合、どのバルブが音の発生源であるか特定することが難しいことなどが理由です。
温度の低下を待つ方法も考えられますが、高温流体・大口径配管では温度低下にも時間がかかるため現実的ではないことがしばしばでした。もちろん、常温の流体では温度変化では漏れを検知できないことも問題でした。
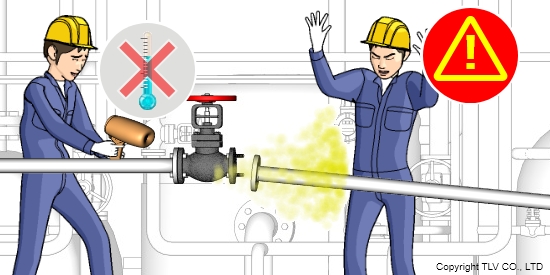
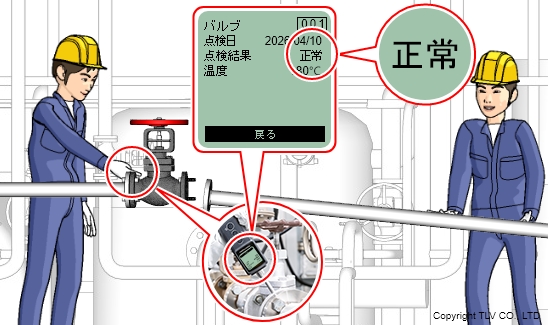
PT3はバルブの内漏れ(スチームトラップの蒸気漏れも同様)時に発生しやすい周波数域の振動を検出するように作られています。測定結果は「正常」「注意」「漏れ」の3段階で画面に表示され、一目で状態を判別できます。所定の手順に従って測定することで、対象バルブの状態を自動判定するため、効率的に漏れバルブを特定できます。これにより、作業の継続が可能なのかどうかの判断や、代替案を検討するなど速やかに次のアクションに移る判断が自信をもってできるようになりました。
バイパスバルブの機能点検
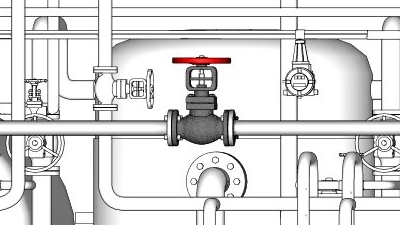
ドレン回収タンクや還水槽から立ち上る白煙が増加し、スチームトラップの蒸気漏れが疑われました。急遽スチームトラップの作動点検を実施して、全数確認したところスチームトラップには異常が見つからず、原因特定が行き詰ってしまうことがありました。実はこのとき、スチームトラップではなく、併設されているバイパス配管のバルブ(バイパスバルブ)が内漏れ(シート漏れ)を起こしていたことが原因だったことがありました。スチームトラップのバイパスバルブはスチームトラップ点検の際に確認することは通常は実施しておらず、確認を試みたとしてもスチームトラップの作動音に影響されてバルブに漏れがあるのかどうか判断することが難しいという問題がありました。
PT3ではスチームトラップ診断のほかにバルブ診断モードがあるため、スチームトラップの作動点検の際にバイパスバルブの点検も併せて実施することを作業標準に追加しました。これにより、バイパスバルブの健全性が確認されるようになったのはもちろんのこと、バイパスバルブ側の漏れ音をスチームトラップの故障であると誤認することがなくなり、スチームトラップ点検の精度向上と作業効率アップという副次的な効果もありました。
また、バイパスバルブの内漏れはバルブシートの劣化によるもののほか、本来閉止されているはずのバルブが開弁したままになっていたという操作ミスの場合もあります。操作ミスは発見次第対処できるため、ドレン回収系統のトラブルを未然に防ぐことにもつながっています。
グリスアップの効果確認
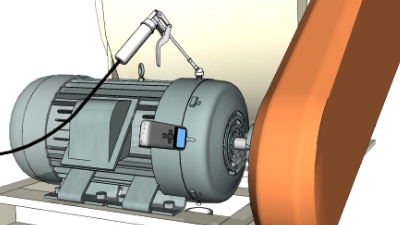
モーター周辺から「シューシュー」というかすれるような異音が発生していました。これはグリス切れの際に発生する典型的な異音であるため、モーターのグリスニップルを確認したところ、充填口がすすけたような状態であり、グリス充填が長期間行われていないことがうかがわれました。
お客様が保有する振動計でモーターの振動計測を実施したところ、加速度の値が異常であることが判明しました。続けてPT3を用いて計測を行った結果、振動加速度レベル(ショックパルス)が103dBという高い値を記録したため、グリス切れの可能性ありと判断し、即座にグリスの補充作業を実施しました。
グリス充填の作業中、PT3を測定したままにして振動加速度レベルの変化を監視しました。充填が進むにつれて数値は低下し、古いグリスが排出される頃には103dBあった値は80dB近辺まで低下しました。最終的に「シューシュー」という異音はなくなり、振動値も正常範囲内まで低下することとなりました。
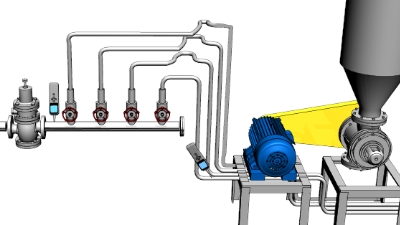
エア配管の振動発生源の特定
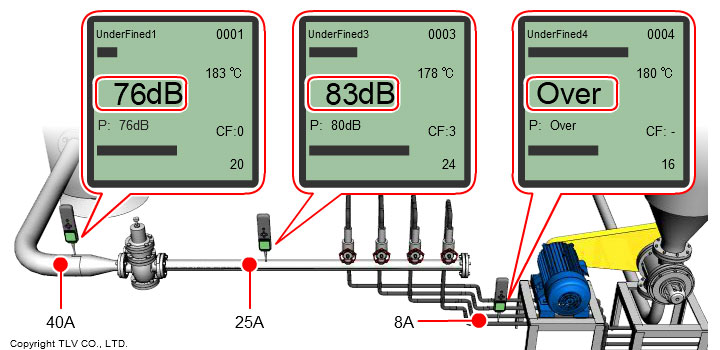
ロータリーバルブの架台(チャンネルベース)において、目視で確認できるほどの顕著な振動が発生していました。原因究明のためPT3を用いてバルブ、モーター、およびチャンネルベースの各部位を計測しました。その結果、チャンネルベースに固定されている樹脂製のエアチューブ付近で、振動加速度レベル(ショックパルス)の測定限界を超える最大値(Over)を検出しました。一方でそれ以外の測定部位でOverとなる箇所がなかったため、当該エアチューブがチャンネルベースの振動の発生源であると特定しました。
さらにエアチューブが振動する根本原因を究明するため、配管構成を調査したところ「エアタンク → 40Aサイズ鋼管 → 25Aサイズ減圧弁 → 4分岐 → 8Aサイズ樹脂製エアチューブ」という構成でした。固定部からエアタンク側へ遡りながら振動加速度レベルを計測した結果、減圧弁を境に上流側と下流側で値が大きく異なっていることを確認しました。具体的には、減圧弁の1次側の振動加速度レベルが76dBであるのに対し、2次側は83dB、さらに下流のチューブ部では108dBからOverに達していました。
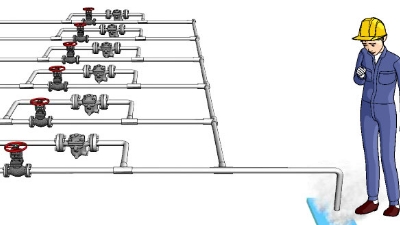
PT3は、バルブの内漏れ(スチームトラップの蒸気漏れも同様)時に発生しやすい特定の周波数域を検知するように設計されています。そのため、複数のバルブの中から漏洩個体を特定する場面でも、PT3による自動判定で漏れバルブがどれであるかを明確に判定することが可能になりました。測定自体は所定の手順で進めるだけですので、熟練度を問わず効率的に漏洩バルブを特定できます。これにより、予定通りに作業を進めることが可能かどうかの判断や、代替案を検討するなど速やかに次のアクションへ移る判断が自信をもってできるようになりました。
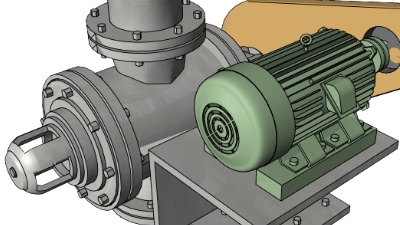
異音発生源の特定
TLVの営業担当者が現場で実機を用いてPT3の商品説明を実施するためにお客様同行で測定対象の機器に近寄ったところ、お客様自身が装置の異音を覚知されました。測定対象機器であるロータリーバルブ付近において、周期的かつ甲高い「キーキー」という金属音が発生していました。
そこでPT3で測定し、振動加速度レベルを確認したところ、異音の発生周期と完全に同調して数値が上昇する傾向が認められました。続いて、振動の伝播経路を特定するため、「モーター①② → チェーン③ → バルブ負荷側軸受④ → バルブ本体⑤ → バルブ反負荷側軸受⑥」の順にPT3による計測を行いました。その結果、振動加速度レベルの値が最大となるのはバルブ本体であることを突き止めました。
あわせてPT3のデジタル聴診機能(※)を用いて確認を行ったところ、イヤホンから聞こえる音の強弱が、異音の周期と一致していることを確認しました。
これらの診断結果から「内部でバルブ(ローター)とケーシングが接触している可能性がある」との見解に達しました。過去にも同様の事象で補修履歴があることから、今回の計測結果で異常と断定し、次回の定期修理において開放整備を実施することになりました。
※デジタル聴診機能とは、PT3の振動センサーで検出した振動を可聴音に変換してイヤホンから出力することにより、振動加速度レベルの大小を音の強弱として測定者が認識できる機能です。