- ホーム
- 製品情報
- メンテナンス機器
- レーザー軸芯出し器(ハイエンド)
- 製品概要
メンテナンス機器
レーザー軸芯出し器(ハイエンド)
RotAlign Elite(ロータライン エリート)
注意:旧ロータライン タッチ/ウルトラを画像に使用しています。
下記に操作画面および機器の写真について、旧ロータライン タッチ、ロータライン ウルトラを使用しています。実際にご注文いただく製品とは外観が異なる場合がございます。随時画像を差し替えておりますので、ご不便おかけしておりますが、よろしくお願いいたします。
高精度な芯出し測定
MEMS(MicroElectroMechanical Systems)内蔵
カップリングのバックラッシュや、レーザー発射器・検出器の角度位置、たおれ、周囲の振動など様々な計測に関係するデータが測定でき、測定の影響要因を可視化できます。計測中に影響要因を修正することで、誰でも高精度な結果をスピーディーに得ることが可能です。
アライメントの手順
3つのキーで簡単操作
芯出し作業は3ステップです。操作ガイダンスで作業手順が順次図示されるので、次の作業に迷うことがないだけでなく、作業の標準化、人材の短期養成が可能です。

| 寸法入力 | 芯出し測定 | 結果/修正ボタン |
|---|---|---|
 |  |  |
| 機械寸法を入力します | シャフトを回転させて測定します | 必要な修正量と方向を指示します |
 |  |  |
リアルタイムで修正確認
水平/垂直方向の機械の移動修正をリアルタイムで確認しながら行えます。
| 2D-表示 | 3D-表示 |
|---|---|
 |  |
タッチパネルによる簡単操作
タッチパネルでデータの入力・操作が直感的に行えます。
| タッチパネル | 直感的なインターフェース |
|---|---|
 |  |
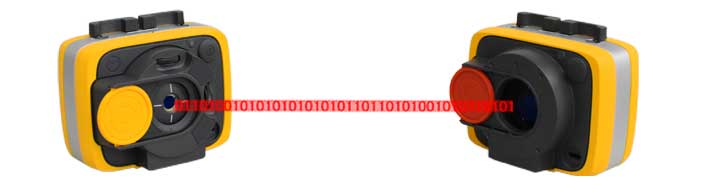
リアルタイム コミュニケーション
RFIDリーダー
RotAlign Eliteに内蔵されているRFIDリーダーをRFIDタグに近づけるだけで、設備情報やアライメント状態などのデータを簡単に読み取ることができるため、診断現場での設備の取り間違えやデータ入力の手間が大幅に削減できます。また診断した結果もその場でRFIDタグに保存できるため、効率的に診断作業ができます。
| RFIDタグ | 登録データ |
|---|---|
 |  |
| データの読み取り/書き込み | |
 |  |
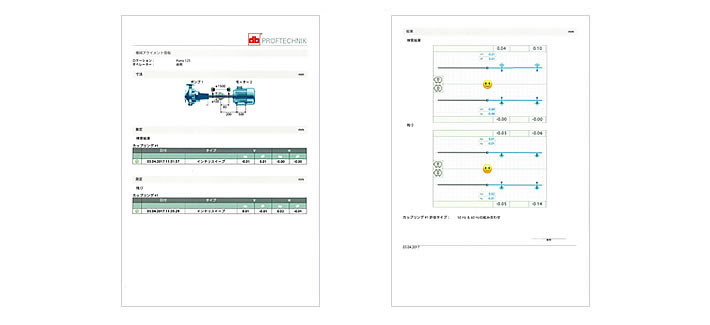
データ保管、レポート出力
測定データの入ったファイルは本体に保存できます。レポートはPDF、XML、JSON、CSVで保存できます。
更に、デバイスよりGmailによる送付、Google Driveへ保存も可能です。
カメラを内蔵
現場から作業および機械の画像/映像記録をレポートへアップすることが可能になります。

測定・芯出し作業の為の機能
測定結果に悪影響を及ぼすカップリングのバックラッシュや振動も検出でき、検出器の角度センサーは分解能が0.1°と高精度な測定が可能です。
レーサー/センサーの詳細は「基本性能比較表」をご覧ください。
測定モードの種類
| インテリスウィープ測定 | インテリポイント測定 | インテリパス測定 |
|---|---|---|
 |  |  |
| 一般機械用 どの位置からでも60°回転させると自動的にデータを測定します。 | すべり軸受を持つ機械用 | カップリングを繋いでいない、または一方が回せないなどの軸の回転・停止のコントロールが難しい機械用 |
連続測定中に各種測定パラメーターを表示し、その品質をリアルタイムで評価します。品質が低いときはすぐに再測定できるため、ヒューマンエラーやマシンのバックラッシュ、周囲の振動などによる影響を最低限に抑えられます。 | ||
| 連続測定 | マルチポイント測定 | 固定点測定 | アクティブクロック測定 |
|---|---|---|---|
 | |  |  |
| - | すべり軸受を持つ機械用 | 一方の軸が回せない軸用 45°ごとの決められた位置で測定をします。 | - |
※:灰色で示した項目はRotAlign Eliteでは測定できません。
測定モードの詳細は「基本性能比較表」をご覧ください。
芯出し作業の為の機能
| 脚のガタ(ソフトフット)を確認し、修正 | 基準機、固定脚の変更 | 目標値設定と熱成長補正 (オフセット芯出し) | カップリングタイプに応じた結果表示を選択 |
|---|---|---|---|
 |  |  |  |
| 機械の脚が安定して設置されているかを確認して修正します。 | 固定脚を見直すことにより、ベースの歪みやボルトがケーシングに当たってしまうことから生じる問題を解決します。 | 機械脚やカップリングにおける熱成長を、熱と負荷変動を考慮し、個々に入力できます。 | スペーサー軸やカルダン軸の設定と、それに応じた芯出し結果の選択ができます。 |
| 測定範囲の拡大 (インフィニレンジ) | 機械列の芯出し | 縦型機械の芯出し | 周囲の振動計測 |
|---|---|---|---|
 |  |  |  |
| 全体的に大きく芯ずれしている機械やロングスパンの機械を芯出しするため、検知器の測定エリアを拡大できます。 | 14台までの機械列まで芯出しできます。 | 縦型機械の芯出しができます。 | アライメントに影響する要因をレシーバーを使って振動計測し、特定できます(振動速度のみ)。 |
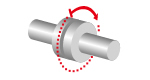
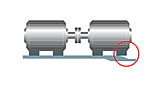
レーザー軸芯出し器の2面検出測定原理
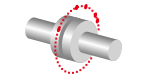
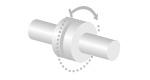
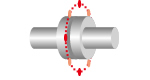
芯ずれの測定
レシーバーには2枚の検出面と傾斜計が内蔵されています。レーザーの光軸調整をした後、回転させると、ミスアライメントの存在によって、No.1検出面上の、レーザー座標が変化していくので、この変化量から芯ずれを求めることができます。実際の上下の芯ずれ量がY1の時、真上でレーザーをゼロに合せ、真下での座標値がY2になったとすると、Y2はY1の2倍で記録されます。
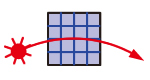
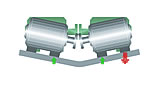
面開きの測定
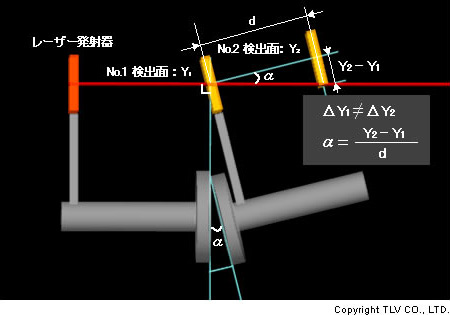
面開き(α)は、軸の傾きに応じて2枚の検出面をレーザーが通過する時の高さが変わるので、この差から計算できます。
この測定方法の特長は2つあります。1つ目は 傾斜計が内蔵されているので、どの位置から、 どの方向へでも軸を70°以上回転させれば、芯ずれと面開きを測定できること。2つ目は 軸の傾きを測定しているので、測定中に軸方向の移動が発生し 、 面間距離が変化しても、面開きの測定結果は影響を受けないことです。

