メンテナンス機器
ポータブル振動計(ハイエンド)
VIBXPERT II(ビブエキスパート2)
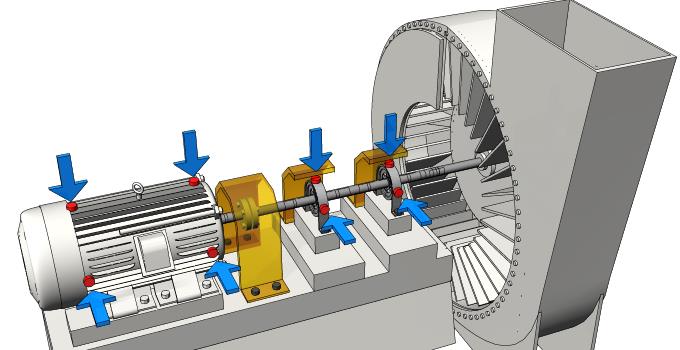
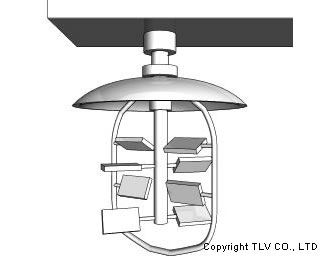
モーター直結式ファン
装置の突発故障を防ぐには、運転中の装置の状態(コンディション)をモニタリングし、故障の兆候が発見されたら適切な処置を施すことが最良の方法です。故障の兆候は振動の値に現れます。モーター(電動機)に直結されているファンでは、振動計によってポイントとなる箇所の適切な振動パラメーターを測定し、傾向管理することで次のような突発故障、トラブルの防止が図れます。
- 駆動部モーター/ファンの突発故障防止(ベアリング破損、モーター過負荷、部品の熱膨張など)
- 共振トラブル防止
測定箇所とパラメーター
以下の測定箇所で各パラメーターを測定することでベアリングの破損のような故障・トラブルの兆候を発見することが出来ます。
 | |
|---|---|
| パラメーター | 振動の原因 |
| 速度 | アンバランス |
| 芯出し不良 | |
| ボルトの緩み | |
| 加速度 | ベアリング破損 |
パラメーターとは
機械の振動は一般的に、1秒間に何周期の振動があるかを表す周波数というパラメーターで表示されます。周波数は振動の原因を調べる上で非常に重要な役割を持っています。
振動管理で使用するパラメーターは「変位」「速度」「加速度」「ショックパルス」です。
変位
測定対象の位置が変化した量のこと(実用単位はcm・μm・nm)。
| 異常の種類 | 回転機械の軸振れなど、変位量または動きの大きさそのものが問題となる異常。 |
|---|---|
| 発見できる異常 | アンバランス、ミスアライメント、ガタなど |
| 測定箇所 測定する値 | 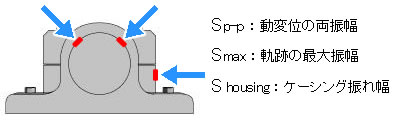 |
速度
対象物の単位時間あたりの変位量のこと(実用単位はcm/s・mm/s)。
| 異常の種類 | 回転機械の振動など、動きの大きさとその繰り返し回数(疲労度)が問題となる異常。 |
|---|---|
| 発見できる異常 | アンバランス、ミスアライメント、ガタ、ギア異常など |
| 測定箇所 測定する値 | 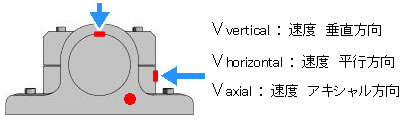 |
加速度
単位時間あたりの速度の変化量のこと(実用単位はcm/s2・Gal・G)。
| 異常の種類 | 軸受の損傷や歯車の損傷による振動など、衝撃力などの力の大きさが問題となる異常。 |
|---|---|
| 発見できる異常 | 転がり軸受けの異常、ベアリング異常、歯車異常など |
| 測定箇所 測定する値 | 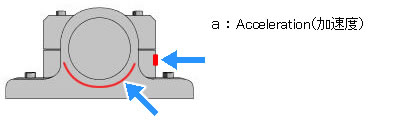 |
ショックパルス
コロやボールがベアリングのレース面に接触しながら通過するときに発生する衝撃波のこと(実用単位はdB)。
| 異常の種類 | ミスアライメントやアンバランスが原因となって発生する振動とは異なり非常に微弱なため、衝撃波の振動周波数としては加速度域であるものの、一般的な加速度センサーの使い方では初期の微小な欠陥を検出することが困難な異常。 |
|---|---|
| 発見できる異常 | 初期の微小なベアリング異常など |
| 測定箇所 測定する値 | 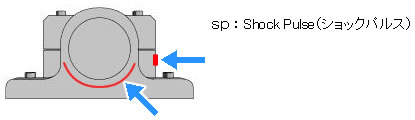 |
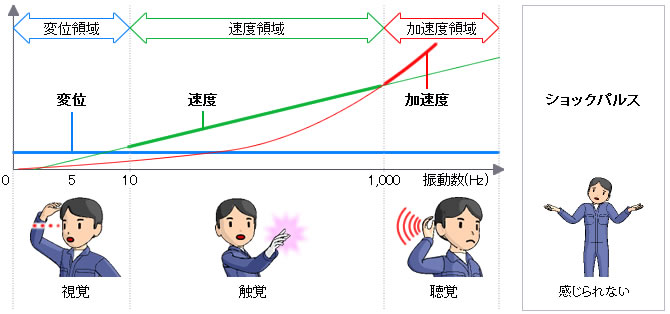
変位・速度・加速度・ショックパルスの大きさと五感(感じ方)の比較(イメージ図)
 |
その他の装置
モーター直結式ファン以外の各種装置においても、突発故障を未然に防ぐには運転中の機械の状態(コンディション)をモニタリングし、故障の兆候が発見されたら適切な処置を施すことが最良の方法です。
各種装置の測定すべき箇所や使用するパラメーターの詳細につきましては、お問い合わせください。
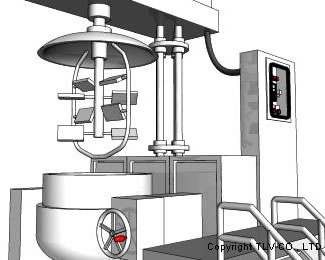
反応釜、晶析釜
- 駆動部モーターの突発故障(ベアリング破損、モーター過負荷、部品の熱膨張など)防止
- 軸精度不良から発生するインペラーバランス不具合による撹拌不良(芯出し不良)防止
- 釜蓋部分の不具合による反応中の原料流出防止
- インペラー付着物によるバランスエラー防止・軸受負荷軽減
 |  |
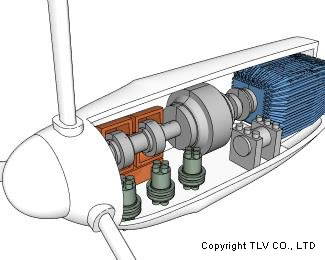
風力発電機
- ナセル内軸受・ギアボックスの監視
- 経年によるベーン落下防止
- ベーンアンバランス防止
 |  |
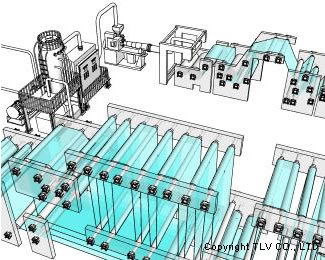
フィルム製造装置
- 振動発生による品質不良防止
- 振動による検知器作動防止
- 低速ロールの軸受監視
 |  |
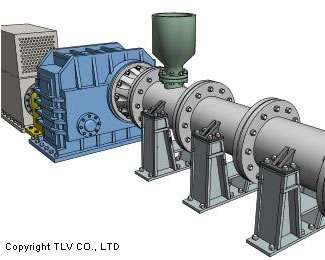
樹脂押し出し機
- 減速機の振動監視
 |  |
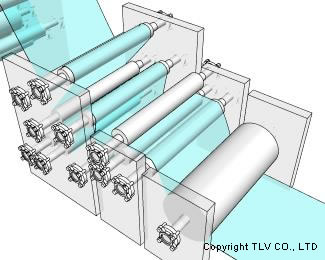
抄紙機
- 低速ロールの軸受監視
- 多数ロール軸の一括監視
 |  |
造船
- 各発電機の振動管理
- 船員居住区振動管理
 |  |
振動管理の問題点を解決
ポータブル振動計を用いた振動管理でよく聞く課題
- 手作業でデータを整理するため時間がかかり効率が悪い
- データ分析に高度なスキルが必要でデータの活用が不十分
TLVにはポータブル振動計の課題を克服する手だてがあります。
- データ管理分析ソフト「オムニトレンド」
ポータブル振動計にデータ管理分析ソフトを組み合わせることにより、従来の課題を克服できるばかりでなく、原因箇所を特定し、予防保全につなげることができます。
