電磁弁を用いた温度制御では要求レベルの調整ができない…
品種に合わせた蒸気圧力の最適化で段ボールシートの品質向上。
簡単操作で設定変更でき、安定性の高い蒸気圧力制御で品質も安定。
ある段ボール工場様では、段ボールシートの仕上がりをより美しくするために、通常よりも低温での貼合を実践していました。その温度制御の方法として、電磁弁による蒸気のON-OFF制御を用いていました。
しかし、今後ダブルフェーサーの更なる低温化や、シングルフェーサーへの低温化展開を考えたとき、目標温度を挟んだ上下変動が大きい電磁弁方式では力不足である可能性がありました。
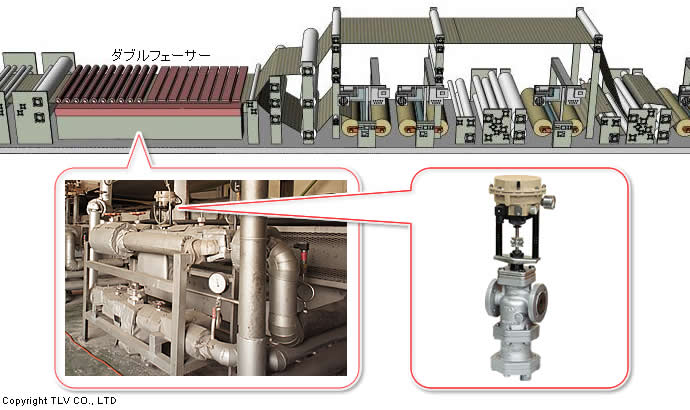
そこで、熱板表面温度をフィードバックして蒸気をON-OFF制御する温度制御から熱源蒸気の圧力制御へと制御方法を変更し、制御弁も弁開度を無段階に変化させることができる連続制御を導入。素早い設定変更と熱源蒸気圧力の安定化を実現した事例です。
段ボール製造会社様

| 使用装置名 | コルゲートマシン(ダブルフェーサー熱板) |
|---|---|
| 生産物 | 段ボール |
採用いただいた製品
お悩み
電磁弁制御では温度の上下変動が大きく微妙な設定ができない
段ボールシートの仕上がりをより美しくするために、通常よりも低温での貼合を実践していました。
電磁弁を用いた制御方法でも熱板温度を下げて運転することは可能でしたが、ON-OFF制御による温度の上下変動が大きく、応答性も遅いため、今後更に温度を下げる際には、変動の影響が無視できなくなる恐れがありました。
また、将来シングルフェーサーの圧力を下げる際には、より微妙な温度設定が必要になってくるため、それらに対応できる制御方法に変更する必要がありました。しかし、コルゲーターの改善例として制御弁の情報が少なく困っていました。
問い合わせのきっかけ
蒸気のことはTLVに聞こう!熱板の温調方法を相談
TLV担当者が訪問していたとき、電磁弁以外の熱板温度制御方法がないか相談してみたところ、空気式の制御弁を使って蒸気の圧力制御で温度調整をする方法を紹介されました。
解決策
空気式制御弁CV-COSを導入し温度制御から圧力制御へ変更
制御に用いるバルブを、ON-OFF動作の電磁弁から、弁開度を無段階に変化させられる連続動作の空気式制御弁CV-COSに変更しました。
合わせて、熱板の表面温度をフィードバックして蒸気を入り切りする制御から、熱板へ供給する蒸気圧力を制御する圧力制御へ変更しました。
改善結果
熱板温度が安定し温度変更も迅速 細かな温度設定が可能に
設定変更に際して応答性が速く、圧力の安定性も非常に高いため、速やかに熱板の温度を変更できるようになりました。
従来の電磁弁を用いた制御では、シートが連続的に流れていくのに対して、熱源蒸気の供給をON-OFF(全開-全閉)のみで制御していたため、シートの温度が安定しにくく、品質のバラツキにつながっていました。
一方、CV-COSを用いた制御は、ON-OFFではなく弁の開度調節により連続的に熱源蒸気の供給量を変化させるため、シートの温度が安定するようになり、品質のバラツキが少なくなりました。また、蒸気圧力制御は設定変更を行った際、新しい設定値に落ち着くまでの時間が温度制御に比べて短いため、より細かい条件変更も行いやすくなりました。
お客様の声

「現在はA段、B段、W段それぞれに圧力設定を変えて運転しています。操作はセレクトスイッチで品種ごとの設定値を選択するだけなので簡単です。設定変更に対して応答性が速く、圧力の安定性も非常に高いため扱いやすくなりました。」

「以前から社内では、段ボールシートの貼合は貼れるか貼れないかぎりぎりの温度で行うときに、最も美しい仕上がりになることが経験として伝えられてきました。実際にそこまで温度を下げた生産は難しいとしても、一般に言われている温度よりもずっと低い温度での貼合が可能だと考えています。温度を下げられるということは糊の量を減らすことにも通じています。糊の量が減ることで、使用するエネルギーも削減できます。その低温化を進めていくための手段が精度と応答性がより高いCV-COSを使用した圧力制御への変更でした。」
