金属薄板を生産しているお客様のめっき(表面処理)洗浄槽で、製品位置が安定しないという問題が発生。原因としてロール平行度のずれが疑われました。
ロール平行度のずれは製品の蛇行、絞り(シワ)、めっき不良、表面傷、巻き取り不良、片伸びなどの原因となります。ロール平行度を測定しようとしたものの、この洗浄槽は非常に狭くて作業条件が悪く、測定は困難でした。
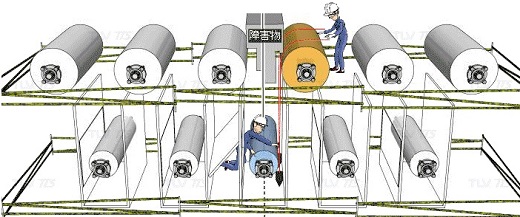
下げ振りやピアノ線による平行度測定では作業員が2名以上必要であり、ロールを測定する順番にも制約があります。狭さと作業のしにくさから測定精度が著しく落ち、信頼性の低さから測定結果が採用できなくなるものも出てきました。
そこで、狭所でも測定可能な
パララインによるロール平行度診断を採用。
従来の半分の作業時間で全ロールを計測した結果、直行芯の2~3mm/mのずれを発見しロール位置を修正したところ、製品位置は安定し蛇行を解消することができました。